






































































































Profil, kontura, povrch
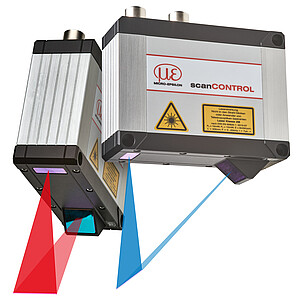
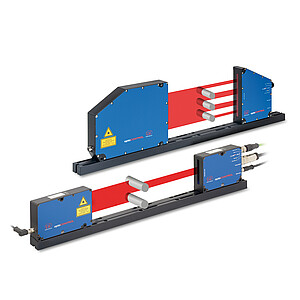
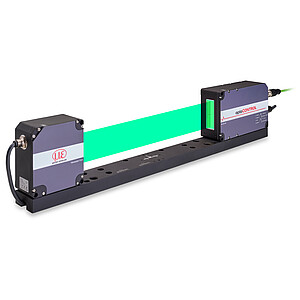
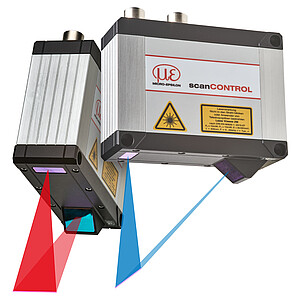
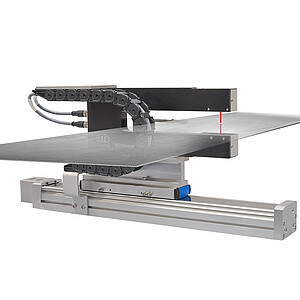
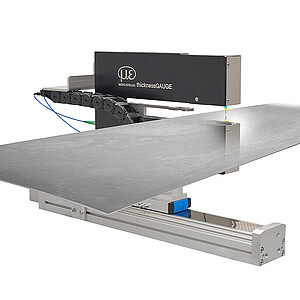
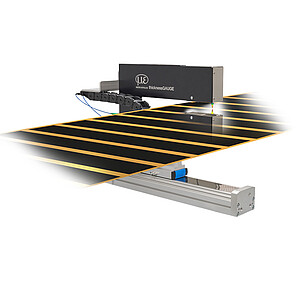
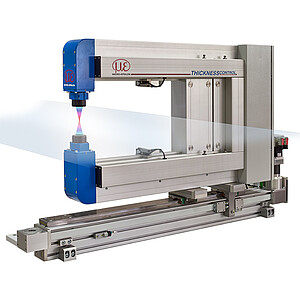
Povrch nebo povrchový profil je často rozhodujícím faktorem při kontrole kvality. Pro tento účel se často používají laserové skenery Micro-Epsilon. Jsou-li použity laserové skenery, měří se také profil povrchu. Měření profilu se často používá u robotů nebo kontrolních systémů pro řízení dalších procesů.


























")


















