Strojírenství
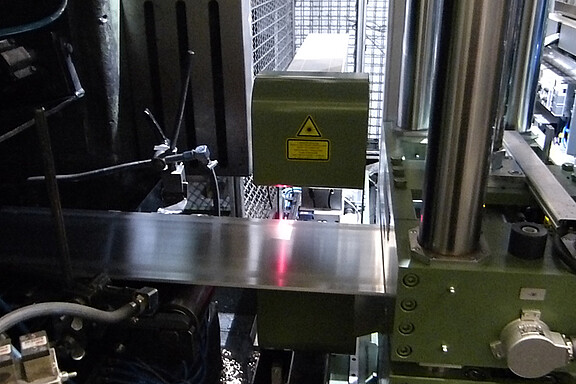
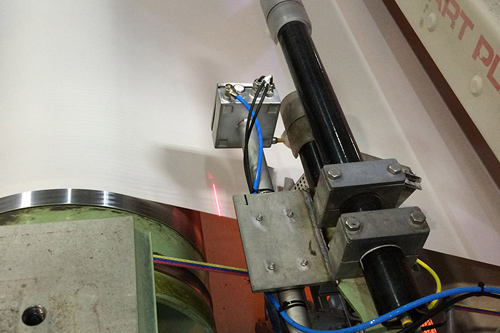
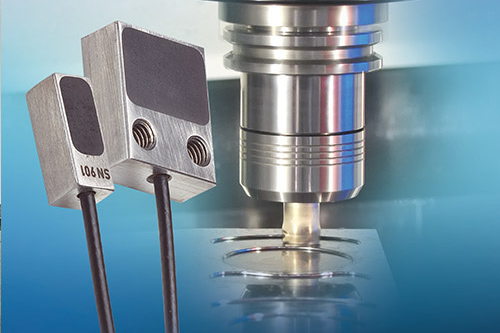
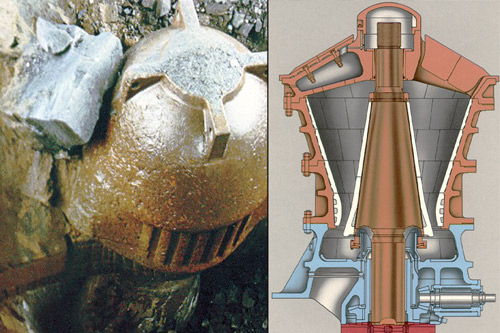
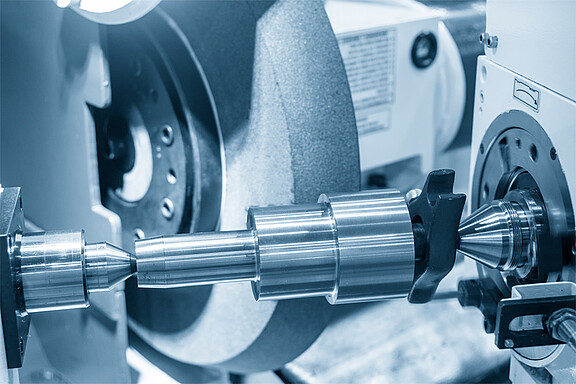
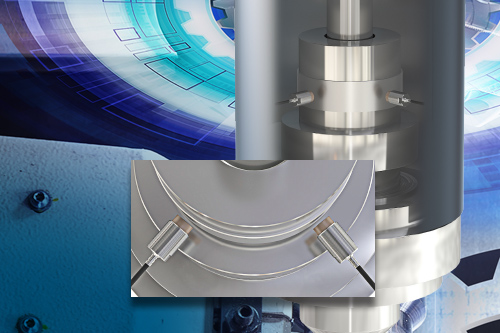
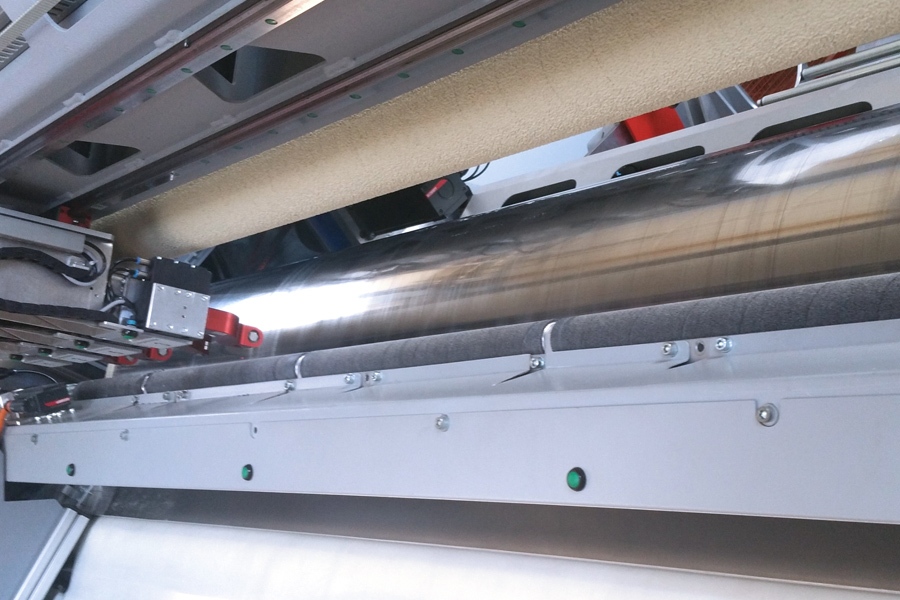
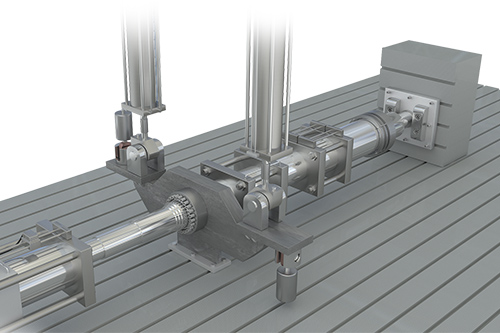
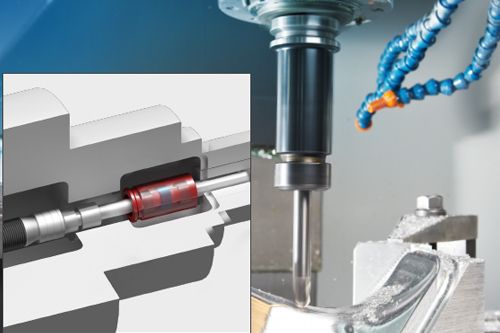
Jako dlouholetý partner v oblasti strojírenství a při konstrukci strojů Micro-Epsilon nabízí širokou škálu snímačů a měřicích systémů. Snímače polohy a vzdálenosti integrované do strojů zajišťují bezpečný a splehlivý provoz stroje.Snímače Micro-Epsilon pracují s vysokou přesností i za nepříznivých podmínek a to zejména i tam, kde jsou drsné okolní podmínky jako olej, špína, tlak, vibrace a vyšší teploty apod.